MIL-DTL-28748D
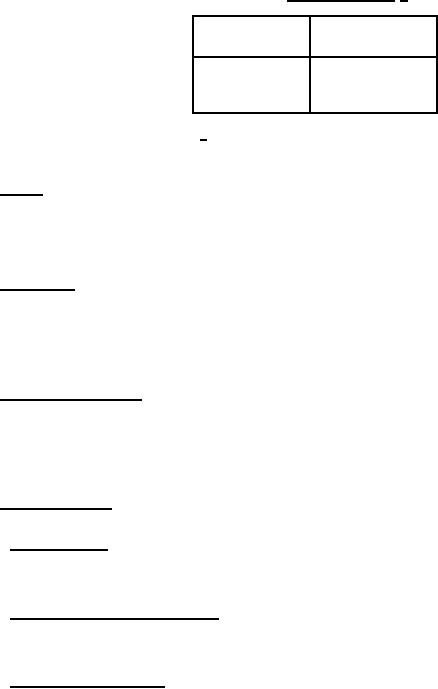
TABLE VIII. Contact pin strength. 1/
Mating end
Moment
(contact size)
lb-in. (Newton)
16
2.00 (8.90)
20
.53 (2.36)
22
.22 (0.98)
1/ Metric equivalents are given for general
information only.
3.6 Marking. Connectors and shields are to be marked in accordance with method I of MIL-STD-1285, and are to include the Part
or Identifying Number (PIN)(see 3.1), the manufacturer's name or code symbol, and date code. For shipments of connectors with
crimp removable contacts, shipped separately, to the OEM or other contractors, the complete military PIN of the connector with
contacts to be loaded, shall be marked on the connector (see 3.4.2.1 and 6.2). For shipments of connectors without contacts to the
OEM's or other contractors, the connector shall be marked with the complete military PIN of the connector "without contacts" (1L
designation). For field replacement purposes, the contact types used shall be specified in the OEM's technical data.
3.7 Workmanship. Connectors, contacts, shields, jackscrews, and guide pins shall be processed in such a manner as to be
uniform in quality and shall be free from defects that will affect life, serviceability or appearance. There shall be no evidence of poor
molding, fabricating, cracking of insulator after molding or improperly assembled contacts, peeling or chipping of the plating or finish,
nicks and burrs of metal parts surfaces, and no post molding warpage of connectors. The contacts shall be free from such burrs or
sharp corners that would damage the plating of mating connectors.
4. VERIFICATION
4.1 Classification of inspection. The inspection requirements specified herein are classified as follows:
a. Qualification inspection (see 4.4).
b. Verification of qualification (see 4.4.4).
c. Quality conformance inspection (see 4.5).
4.2 Inspection conditions. Unless otherwise specified herein, all inspections shall be performed in accordance with the test
conditions specified in the "GENERAL REQUIREMENTS" of MIL-STD-1344 and MIL-STD-202.
4.2.1 Verification testing. The following identified tests and test methods assure socket integrity within typical operating conditions
and applications. Alternate commercial industry standard test methods are allowed, however when an alternate method is used, the
alternate method must be coordinated with the qualifying activity prior to performance of the test. The test methods described herein
are proven methods and shall be the referee method in cases of dispute.
4.2.2 Test equipment and inspection facilities. Test and measuring equipment and inspection facilities of sufficient accuracy
qualify and quantity to permit performance of the required inspection shall be established and maintained by the contractor. The
establishment and maintenance of a calibration system to control the accuracy of the measuring and test equipment (i.e. ANSI/NCSL
Z540-1-1994, ISO 10012-1 part, or comparable standards) shall be required.
4.2.3 Responsibility for compliance. All items shall meet all requirements of sections 3 and 4. The inspection set forth in this
specification shall become a part of the contractor's overall inspection system or quality program. The absence of any inspection
requirements in the specification shall not relieve the contractor of the responsibility of ensuring that all products or supplies
submitted to the Government for acceptance comply with all requirements of the contract. Sampling inspection, as part of
manufacturing operations, is an acceptable practice to ascertain conformance to requirements, however, this does not authorize
submission of known defective material, either indicated or actual, nor does it commit the Government to accept defective material.
13
For Parts Inquires submit RFQ to Parts Hangar, Inc.
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business